

�C(j��)�����ֲ���䓰��T����ϽY(ji��)��(g��u)���������˙C(j��)���\(y��n)��(d��ng)���ԣ��_���˙C(j��)���L(zh��ng)�r(sh��)�g�ķ�(w��n)���ԡ�X��Z�S�����ø߾���ֱ����(d��o)܉���߾��ȝL��z�U���_(t��i)�_(d��)�����ŷ�늙C(j��)ֱ(li��n)�(q��)��(d��ng)���_���C(j��)���L(zh��ng)��ʹ�õĸ߾��ȣ��������Ƅ�(d��ng)�r(sh��)�Ă���(d��ng)�`�
ȫ��(gu��)�y(t��ng)һ�N�۟ᾀ��13838000943
 �S��ֱ�N
�S��ֱ�N Ʒ�|(zh��)����
Ʒ�|(zh��)���� �o(w��)�n����
�o(w��)�n���� �ۺ��C
�ۺ��C�߾����]�h(hu��n)���S�@�יC(j��)�����g(sh��)�f(shu��)��
�߾��șC(j��)��������ϵ�y(t��ng)��
1�����C(j��)����䓰�r(sh��)Ч̎����������(n��i)��(y��ng)�������֙C(j��)�������L(zh��ng)�ڲ�׃��
2���Ԅ�(d��ng)���¹����Y(ji��)��(g��u)���L(zh��ng)�r(sh��)�g�ӹ��o(w��)���˹����Ķ�ʹ�ӹ�������Ч�ʺ��|(zh��)���õ��ˏ�(qi��ng)�����ı��C��
3�����S�\(y��n)��(d��ng)�S�в���ȫ�M(j��n)���S�У�ʹ�É������L(zh��ng)�����S�������Ƹ߾������S��ʹ�É�����������ӡ�
�߉����\(y��n)��(d��ng)������
1. ���֙C(j��)���ľ��ȡ�
2.���D(zhu��n)�S���ø߾����X݆���S�У����c늙C(j��)ֱ�B���ƣ��Y(ji��)��(g��u)�����������Ը��ã����L(zh��ng)�ڱ��־��ȡ�
3.Z�S��(sh��)�ز�����ֱ����(d��o)܉.�L��z�U�c늙C(j��)ֱ�B����(zh��n)�_����ÿһ��(g��)�c(di��n)������(bi��o)�����dȫ��ܛ������(sh��)�F(xi��n)�߾��ȵļӹ���
4���C(j��)�������\(y��n)��(d��ng)�S�о������M(j��n)���S�У��Ķ�ʹ�C(j��)���ӹ����ȵĿɿ��ԣ������Ը��ߣ����C�͑��L(zh��ng)�h(yu��n)�����档
��(qi��ng)�Ƴ�mϵ�y(t��ng)��
���������L(f��ng)�����b�ã������߉��L(f��ng)�C(j��)�����ӳ���ϵ�y(t��ng)�����m���ܸ��ѣ�ʹ�íh(hu��n)�����ã���ӹ��C(j��)���ĸ߾��ȼ������|���˻��A(ch��)��
�͝�(r��n)��ϵ�y(t��ng)��
һվʽ�Ԅ�(d��ng)���й��ͻ����b�ã���ʹ��(d��o)܉���z�U�����ܵõ���(r��n)�������C�C(j��)����ʹ�É������ҹ�(ji��)�ܭh(hu��n)����
�߾��ȼ���һ���@����ȣ�
�ɽ��˞�_��ÿһ�_(t��i)�@�יC(j��)���ľ��ȣ�ȫ������ǧ�ֱ�z���O(sh��)��Ķ�λ���Ⱥ��؏�(f��)��λ���ȡ�
�@��ϵ�y(t��ng)��Ҫ����
1��֧���䷽�Ԅ�(d��ng)���̣��Ñ��o(w��)����|���a��ֻ��Ҫ��(du��)�ӹ��䷽�O(sh��)�üӹ���ˇ������M(j��n)�мӹ���ͬ�r(sh��)��֧�ֶ�N�䷽�惦(ch��)��
2���䷽��ֱ���{(di��o)��Ƕ�뵽�����У�
3����N�ӹ���ʽ���`��M�ϼӹ����B�m(x��)���΄�(d��ng)������ �����β��ȼӹ���ʽ��
4�����T�O(sh��)���и��Q�@�^�Ī�(d��)��ģʽ��
5����(sh��)�r(sh��)�O(ji��n)���@�ӹ��C(j��)�������S�ӹ���B(t��i)��
6���ӹ��A(y��)�ݣ��ӹ��M(j��n)�̌�(sh��)�r(sh��)�@ʾ����(du��)�䷽�M(j��n)�Д�(sh��)��(j��)У�(du��)��
7�����M(j��n)�Іδ��@��Ҳ���M(j��n)���B�m(x��)�@�ף�����ӹ��ٶȡ�
8�����o䓎���(b��o)�����ܣ�䓎������Ԅ�(d��ng)ͣ�C(j��)��ʹ������(w��n)���ɿ���
9�����Д�Ƥ�����@�^�Ԅ�(d��ng)��(b��o)�����ܣ��ڼӹ����ϕr(sh��)�Ԅ�(d��ng)��(b��o)������(b��o)���r(sh��)�g���O(sh��)�ã�
10����늕r(sh��)�Ԅ�(d��ng)����ӹ���B(t��i)����늻֏�(f��)�ӹ���
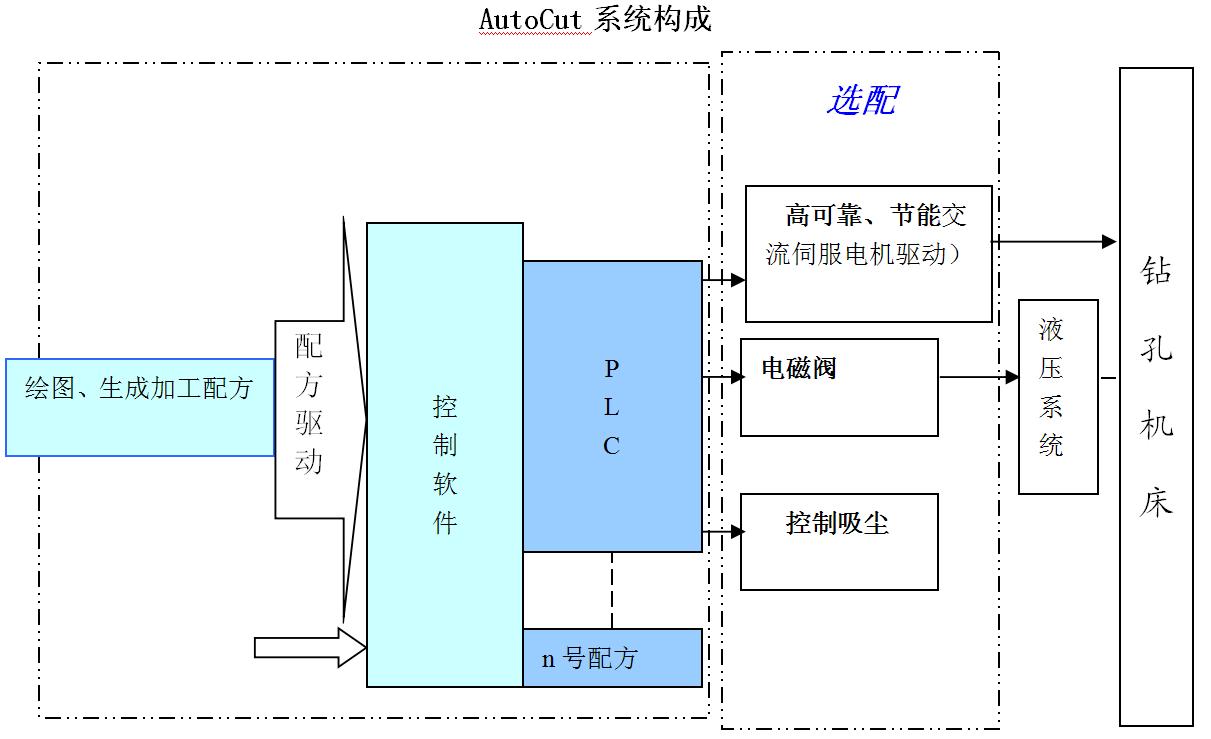
���ψD��ʾ���@��ϵ�y(t��ng)��һ���������@��Q������ϵ�y(t��ng)�ɻ���PLC�\(y��n)��(d��ng)�����ŷ��(q��)��(d��ng)�����·��(g��u)�ɡ��@��ϵ�y(t��ng)ܛ�������ք�(d��ng)ģ�K������(sh��)ģ�K���䷽ģ�K�ȽM�ɡ�
�䷽ϵ�y(t��ng)��Ҫ���c(di��n)
1�������䷽�(q��)��(d��ng)���g(sh��)�������˹��˵Ąڄ�(d��ng)��(qi��ng)�ȣ�����˹��˵Ĺ���Ч�ʣ��pС���`�����C(j��)��(hu��)��
2������ʹ�ú�(ji��n)�Σ����W(xu��)����(hu��)��
3���䷽ֱ��Ƕ�뵽�����У���(sh��)�F(xi��n)���˙C(j��)һ�w�����U(ku��)�����@�ɼӹ���(du��)��
4�����¹������м��g(sh��)��һ�˿���ͬ�r(sh��)�������_(t��i)�@�יC(j��)����
5��������(j��)�����a(ch��n)���������Ñ�������(j��)�U(ku��)չ�Ŀ��g�����Ƽӹ��ٶȺͼӹ�����(sh��)��ʹ�ӹ�׃�ú�(ji��n)�Ρ��ɿ���
6����ܛ����(du��)�����ӹ��M(j��n)���˃�(y��u)����ʹ���ۙ��(w��n)�����ɿ���
7���䷽���������˷���͑��䷽�O(sh��)�ò������D��ݔ�룬�S�ҿɌ�(sh��)�F(xi��n)�W(w��ng)�j(lu��)�ṩ�䷽��ˇ�D�μ�����(sh��)��
�O(sh��)�䲿�փ�(y��u)��(sh��)��
�C(j��)�����ֲ���䓰��T����ϽY(ji��)��(g��u)���������˙C(j��)���\(y��n)��(d��ng)���ԣ��_���˙C(j��)���L(zh��ng)�r(sh��)�g�ķ�(w��n)���ԡ�
X��Z�S�����ø߾���ֱ����(d��o)܉���߾��ȝL��z�U���_(t��i)�_(d��)�����ŷ�늙C(j��)ֱ(li��n)�(q��)��(d��ng)���_���C(j��)���L(zh��ng)��ʹ�õĸ߾��ȣ��������Ƅ�(d��ng)�r(sh��)�Ă���(d��ng)�`�
Z�S�c�C(j��)�����w�̶����������\(y��n)��(d��ng)����ͨ�^(gu��)��(sh��)�� �Ԅ�(d��ng)������ʹ�������ȵĿ��������ӹ����棬����ӹ��г̲���ĬF(xi��n)�������˼ӹ��a(ch��n)Ʒ�İ돽������
��Ƭϵ�y(t��ng)����Һ�����o�b�ã���(sh��)�r(sh��)��(du��)�\(y��n)��(d��ng)�����M(j��n)�Љ��o����Q�˼ӹ��^(gu��)�������ډ����������λ�ƾ���ʧ��Ć�(w��n)�}�����o��������Q���o䓎����ѣ���ɓp���O(sh��)������Ć�(w��n)�}��
���S���ֲ��ê�(d��)�ص��O(sh��)Ӌ(j��)����λ��Ͳ���ٴθ��Q���Ԅ�(d��ng)��ԭλ�����Ĝp���˸��Q�דp�����y�ȣ������ˏV��͑���ʹ�á�
��Ƭ��(d��o)܉����ֱ����(d��o)܉���Q���_�P(gu��n)���ù���_�P(gu��n)���_����Ƭ�ߡ������\(y��n)�е�ƽ��(w��n)�ȡ��߾��ȼ��L(zh��ng)�ڵĿɿ��ԡ�
|
�� �C(j��) �� �� |
|
�O(sh��)����̖(h��o) |
��λ |
QJR-403F1 |
|
�C(j��)�� |
���C(j��)�ߴ�(�L(zh��ng)��������) |
mm |
3000*1850*2200 |
|
|
�O(sh��)�係���� |
kg |
4500 |
||
|
�����_(t��i) |
�����_(t��i)�ߴ� |
mm |
220*260 |
|
|
�@�� |
mm |
220*220*40 |
||
|
�г� |
X1�S�г� |
mm |
-210---0 |
|
|
X2�S�г� |
mm |
-160---100 |
||
|
X3�S�г� |
mm |
-100---155 |
||
|
��(sh��)���Դ |
�}�_���� |
us |
1-250 |
|
|
�o(w��)�g϶�p�ٙC(j��)�ٱ� |
|
1��36 |
||
|
�ŷ�늙C(j��)��(sh��) |
�_(t��i) |
5 |
||
|
��(d��ng)���^��(sh��) |
�_(t��i) |
1-3 |
||
|
�ŷ��ٶ� |
�n |
0-1000 |
||
|
�ŷ���ۙ |
�n |
|
||
|
�ŷ����� |
�n |
1-1000 |
||
|
�@���ٶ� |
�n |
0-10 |
||
|
Max�@�״Δ�(sh��) |
�� |
20 |
||
|
Min�C(j��)е�(q��)��(d��ng)��(d��ng)�� |
um |
1 |
||
|
�}�_�ֱ��� |
um |
0.4 |
||
|
�ӹ����� |
Z�S�г̣�늄�(d��ng)���{(di��o)�� |
mm |
280 |
|
|
Max���D(zhu��n)�Ƕ� |
|
270�� |
||
|
�����_(t��i)������ |
kg |
300 |
||
|
�ӹ����� |
�����X/Y |
mm |
��0.0 12 |
|
|
�؏�(f��)��λ����X/Y |
mm |
��0.06 |
||
|
���^�@���� |
mm |
��0.06 |
||
|
����ֲڶ� |
um |
Ra��6.3 |
||
|
�ӹ�Ч�� |
Max�@���� |
�רMmin |
��80 |
|
|
�����@���� |
�רMmin |
��70 |
||
|
Max�ӹ���� |
A |
��15-20 |
||
|
�ӹ��Դ���d늉� |
V |
380-400 |
||
|
������ |
KW |
��10 |
||
|
Һ��ϵ�y(t��ng) |
�������� |
MPA |
4 |
|
|
��ȥ��ʽ |
|
�L(f��ng)�� |
||
|
Һ���͘�(bi��o)̖(h��o) |
|
46#��ĥ |
||
|
늴��y늉� |
|
24V |
||
|
��mϵ�y(t��ng) |
�^(gu��)�V�� |
|
90% |
|
|
�^(gu��)�V��ʽ |
|
���L(f��ng)������ʽ |
||
|
�L(f��ng)�C(j��)��̖(h��o) |
|
9-19-2.2KW |
||
|
�h(hu��n)������� |
��� |
|
380V��10% / 50/60Hz /10kVA |
|
|
�ض� |
|
�ض�15-30�� / ���40-80% |
||
|
�≺ |
kpa |
86-106kpa |
���^�@������(sh��)Ԕ��Ҋ��˾��(d��ng)�B(t��i)��

