

���ΙC(j��)ĥ����ᘌ�(du��)Ŀǰ�ИI(y��)���a(ch��n)���x܇Ƭë�����Ȳ��y(t��ng)һ����(du��)���m(x��)�ӹ�ĥ���ľ���Ӱ푴Ӵ��˺��m(x��)�ӹ��y�ȣ��Ķ��_(k��i)�l(f��)��һ�N���͌����O(sh��)�䣬��Ҫ���ڄx܇Ƭ�ɶ˵�ĥ�������C(j��)�O(sh��)Ӌ(j��)�·f�����a(ch��n)Ч�ʸߣ��\(y��n)�а�ȫ�ɿ���ĥ����Įa(ch��n)Ʒ���^�����ȱ��C���|(zh��)����(w��n)������Ч�ؽ�Q�����a(ch��n)�����m(x��)�O(sh��)��ӹ����y�Ć�(w��n)�}��
ȫ��(gu��)�y(t��ng)һ�N�۟ᾀ��13838000943
 �S��ֱ�N
�S��ֱ�N Ʒ�|(zh��)����
Ʒ�|(zh��)���� �o(w��)�n����
�o(w��)�n���� �ۺ��C
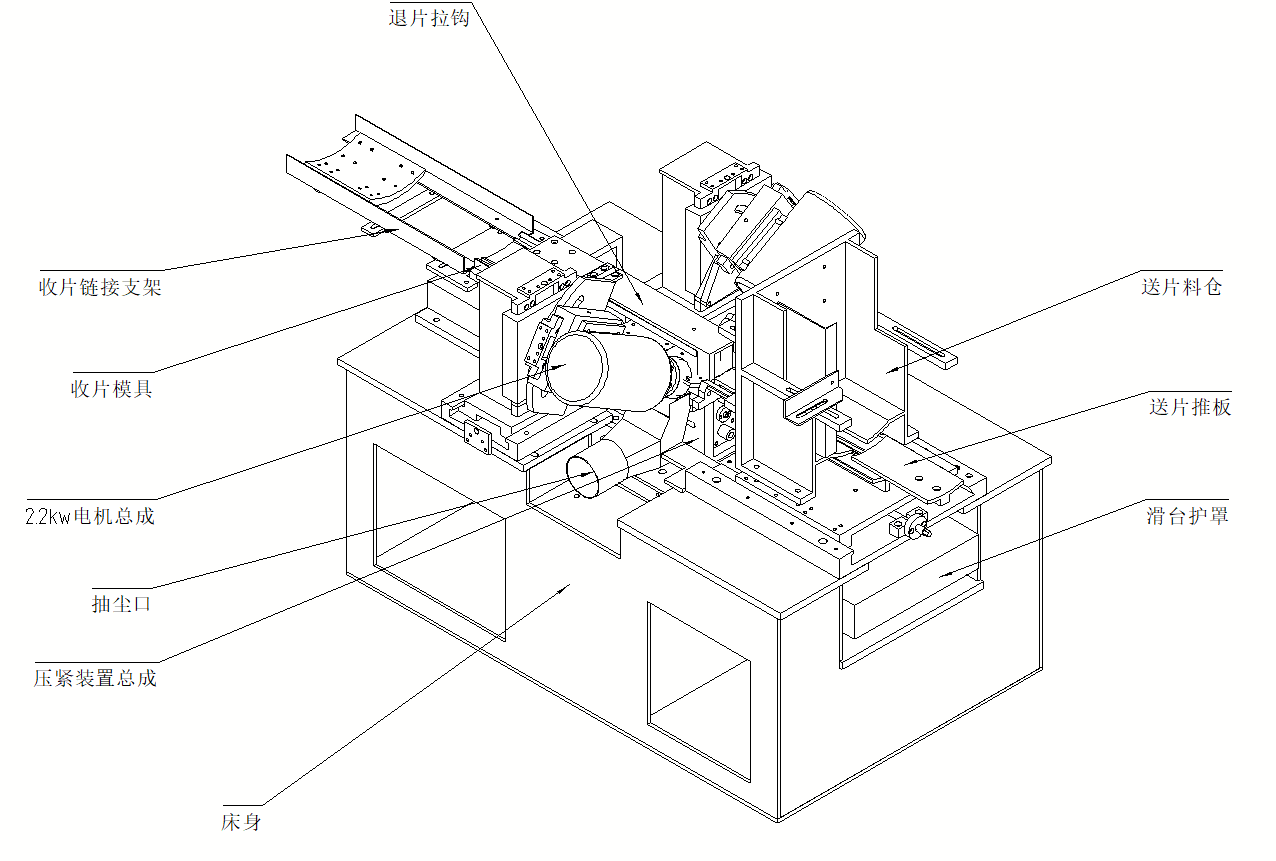
�ۺ��C���C(j��)��Ҫ�əC(j��)�ܡ�ģ�߲�������λ�b�ÿ��ɡ��M(j��n)�o���_(t��i)�b�ÿ��ɡ�ɰ݆늙C(j��)�b�ÿ��ɡ����������ς}(c��ng)����Ƭ�b�ÿ��ɡ�늚�Һ��ϵ�y(t��ng)�����m����ȫ���o(h��)�b�á���Ƭ朽Ӱ�ȽM�ɡ���������������˨�c�����̶���ɰ݆늙C(j��)��β�����̶��ڴ���ǰ��ɶˣ���β�Ϸ���늙C(j��)�c늙C(j��)���̶����ք�(d��ng)�{(di��o)�������z�ܾ��x��(l��i)���Ƅx܇�K��ĥ�����ȣ��ŷ�늙C(j��)���ƻ��_(t��i)�M(j��n)�������M(j��n)�o��(d��ng)�����Ķ�����(d��ng)��Ƭ����Ѯa(ch��n)Ʒ����ģ��̥�У���(j��ng)�^(gu��)��λ�͉��o��ͨ�^(gu��)���P�M(j��n)��ĥ�������_(t��i)�˻أ�ĥ����ɡ�
���_(t��i)�M(j��n)�o�ٶ����ŷ�늙C(j��)���ƣ����o���ׄ�(d��ng)����ɣ���λ�ɚ��λ��ɣ����߄�(d��ng)������늹���ơ�
ʹ�÷�ʽ��
1����ͨ�Դ�ͳ��m�ܵ���
2���{(di��o)���ɽM��ɰ݆֮�g���g��ʹ���_(d��)���x܇ƬҪ��Č��ȡ�
3���Ѵ�ĥ�a(ch��n)Ʒ�ӉK�����ς}(c��ng)ͨ��������(d��ng)���ϣ�ݔ�͵�ĥ��ɰ݆߅���r(sh��)ֹͣ���^��x܇Ƭ���Ⱥ�ɰ݆�еĵČ����Ƿ�ӽ���������{(di��o)����
4�����Ά���(d��ng)ĥ�^�ͻ��_(t��i)늙C(j��)���x܇Ƭ��Ʒͨ�^(gu��)����ʯɰ݆�M(j��n)��ĥ�����y(c��)�����Ȳ��{(di��o)��ɰ݆���g�ľ��x���M����i����β��Ȼ�����Ҫ�ӹ�ĥ���Ąx܇Ƭ�����ς}(c��ng)�У��a(ch��n)Ʒͨ�^(gu��)�������뵽ģ���У�ͨ�^(gu��)��߅����ʯɰĥ�������_(t��i)�˻أ��a(ch��n)Ʒĥ����ɡ�Ȼ�����M��ĥ����Ľ�Ƭ�ς}(c��ng)ƽ�_(t��i)�ϣ��M(j��n)����һ����ӹ���
��(sh��)���Դ�b�õ��O(sh��)Ӌ(j��)˼·�Ǹ����á��߿ɿ��ԡ����Ԅ�(d��ng)���������Ѻõ��˙C(j��)����������
����ϵ�y(t��ng)�ǻ����_(t��i)�_(d��)ƽ�_(t��i)��ĥ������ϵ�y(t��ng)��ϵ�y(t��ng)���\(y��n)���ڻ���PCI������2�S�\(y��n)��(d��ng)���ƣ��߿ɿ�����(ji��)�ܽ����ŷ�늙C(j��)�(q��)��(d��ng)����0.5������塢ȡ�Ӱ�M�ɡ��ڼӹ��^(gu��)���У���ϵ�y(t��ng)�܉���Ƽӹ��ٶȺͼӹ�����(sh��)����Ɍ�(du��)��ͬ�ӹ�Ҫ��ļӹ����ƣ��ǙC(j��)����ϵ�y(t��ng)�������Y(ji��)��
3���D(zhu��n)�����٣���2870r/min
4�����ͳߴ磺��1460mm��900 mm��1230 mm
5���a(ch��n)����������4800-7200��(g��)/8С�r(sh��)7��ɰ݆Ҏ(gu��)�� ��100���P�ɂ�(g��)

